




Onze precisiedraaimogelijkheden zorgen voor uitzonderlijke nauwkeurigheid: dimensionale precisie (diametertolerantie ±0,003–0,01 mm, lengtetolerantie ±0,005–0,02 mm, staphoogte ±0,01 mm, passingstolerantie H5–H7); geometrische en positionele nauwkeurigheid (rondheid 0,002–0,005 mm, cilindriciteit 0,003–0,008 mm, concentriciteit 0,005–0,01 mm, haaksheid 0,008–0,02 mm, parallelliteit 0,01–0,03 mm, slingering 0,01–0,02 mm); oppervlaktekwaliteit (ruwheid Ra 0,2–1,6 μm; precisiedraaibewerking Ra 0,4 μm; ultraprecies draaien Ra 0,1–0,2 μm); dimensionale consistentie (batchafwijking ±0,005 mm, Cpk ≥ 1,67, stabiele 6σ-capaciteit); en nauwkeurigheid van de apparatuur (nauwkeurigheid van de rotatie van de spil 0,001–0,002 mm, positioneringsnauwkeurigheid ±0,002 mm, herhaalbaarheid ±0,001 mm).
|
dimensionale nauwkeurigheid |
O.D |
Identiteitskaart |
T(C) |
DP |
R |
|
eenheid: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Geometrische nauwkeurigheid |
rondheid |
coaxialiteit |
rechtheid |
cilindriciteit |
profiel tolerantie |
|
eenheid: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
productiecapaciteit |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
productie cyclus |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
Sanluo Precision maakt gebruik van geavanceerde apparatuur voor nauwkeurig draaien: uiterst nauwkeurige draaibanken (MAZAK/DMG MORI/OKUMA; spiltoerental van 5.000 tpm; interpolatie van de C-as/Y-as; nauwkeurigheid van ± 0,003 mm); Draaibanken van het Zwitserse type (CITIZEN/STAR/TSUGAMI; verhouding lengte/diameter ≥50:1; concentriciteit 0,005 mm); 5-assige draaifreescentra (bewerking met één opspanning); hydrostatische lagers (rotatienauwkeurigheid 0,001 mm; vloeistofgekoelde compensatie bij constante temperatuur); geïmporteerde snijgereedschappen (Kyocera/Mitsubishi/Sandvik; PVD-coating); lasersondes (±0,001 mm in-procesinspectie met automatische compensatie); en CMM's (off-line inspectie van 0,003 mm).
Als professionele fabrikant gespecialiseerd in precisiedraaibewerkingen handhaaft Sanluo Precision een strikte procescontrole: CAM-software voor nauwkeurige gereedschapspadprogrammering, parameteroptimalisatie en simulatie; nauwkeurige parametercontrole (ruwdraaien met ap=1–3 mm voor snelle verspaning; semi-nabewerkingsdraaien met ap=0,2–0,5 mm voor meer precisie; nadraaien met ap=0,05–0,15 mm om maatnauwkeurigheid te garanderen); snijvloeistof met constante temperatuur (20°C) om thermische vervorming te minimaliseren; volledige inspectie van het eerste artikel (batchproductie begint pas na verificatie van de CMM/witlichtinterferometer); SPC (Statistical Process Control) met behulp van Xbar-R-grafieken, realtime Cpk-berekening, trendanalyse en preventieve aanpassingen; en bewaking van de standtijd van het gereedschap (automatische vervanging bij slijtage en updates van compensatiewaarden). Wij bieden professionele, op maat gemaakte precisiedraaidiensten aan wereldwijde klanten.
|
Parametercategorie |
Details |
|
Model |
Hardinge® T-serie SP® |
|
Kerntoepassing |
Ultraprecieze bewerking en hard draaien |
|
Gereedschapscapaciteit |
12 gereedschappen |
|
Spilsnelheid |
4.000 tpm, 5.000 tpm, 6.000 tpm |
|
Standaard vermogen |
11 kW, 15 kW, 26 kW |
|
Algemene afmetingen |
Lengte: 2.489 mm, 3.257 mmBreedte: 2.121 mm, 2.312 mmHoogte: 2.089 mm, 2.123 mm |
|
Machinegewicht |
5.940 kg, 7.800 kg |
|
Typisch gebruik |
precisiedraaibewerking, verwerking van onderdelen |
|
Parametercategorie |
Details |
|
Model |
136CNC uiterst nauwkeurig draaicentrum |
|
Merk |
Schaublin |
|
Kernpositionering |
Combineert hoge precisie en efficiëntie, geschikt voor rigoureuze precisiebewerkingstaken |
|
Temperatuurcontrolesysteem |
Het volledige temperatuurcontrolesysteem van de machine zorgt ervoor dat alle componenten op een constante temperatuur blijven werken om thermische vervorming te voorkomen |
|
Belangrijke precisie |
Rondheid: 0,2 μm; Oppervlakteruwheid: Ra 0,05 μm |
|
Turret-systeem |
Uitgerust met een gloednieuwe Sauter-revolver, positioneringsnauwkeurigheid van de gereedschapspaal: ±1 μm |
|
Nauwkeurigheid C-as |
2 boogseconden |
|
Bewerkingscapaciteit |
Hard draaien tot HRC65, bewerking van titaniumlegeringen |
|
Kernvoordelen |
Superieure bewerkingsnauwkeurigheid en uitstekende consistentie |
|
Typische toepassing |
Precisiebewerking van draaiende onderdelen |

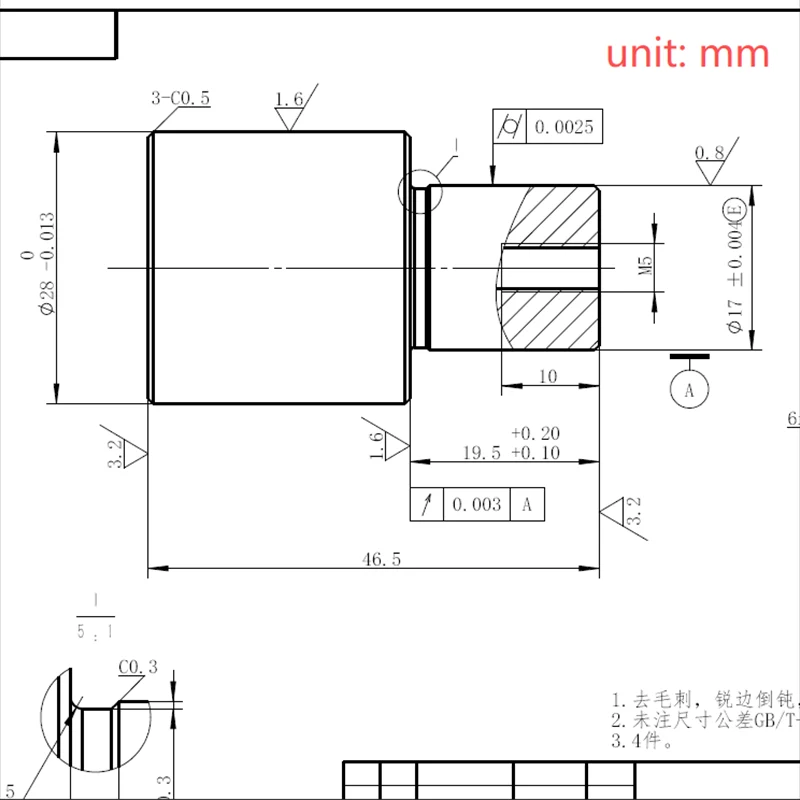


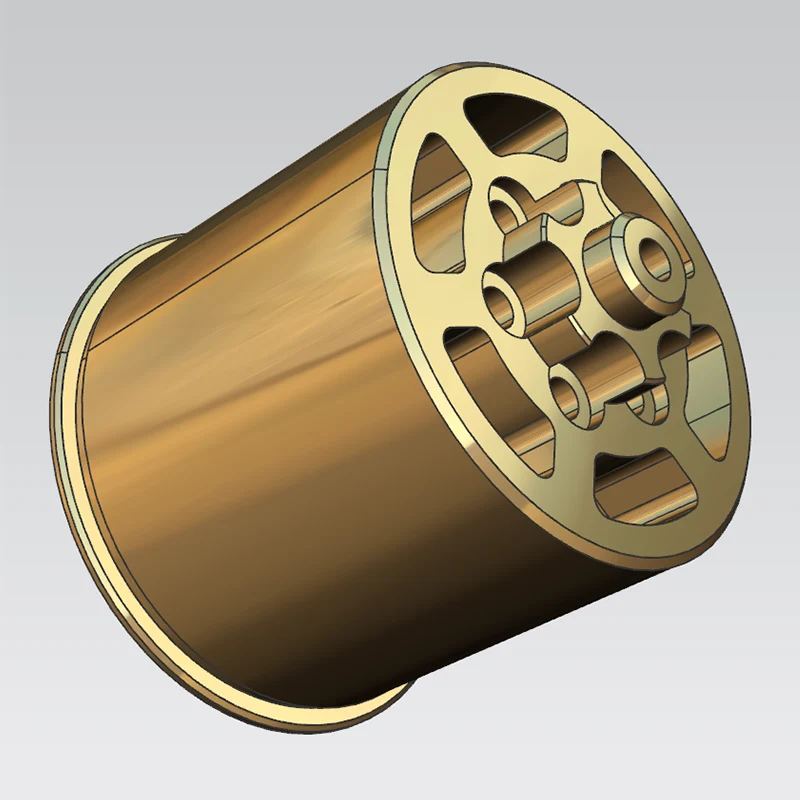
Werkstuk: Rotorhouder voor industriële motoren uit de 50-serie
Materiaal: TC4 titaniumlegering
Toepassing: Een dragende en verbindende kerncomponent binnen industriële motoren. Het product moet voldoen aan dubbele eisen voor structureel lichtgewicht en hoge sterkte onder wisselende belastingen, wat een extreem strikte controle over geometrische en dimensionale toleranties noodzakelijk maakt.
Tekeningspecificaties: De coaxialiteit tussen de kritische binnenboring en de buitendiameter moet ≤0,02 mm zijn; alle niet-gespecificeerde geometrische toleranties moeten voldoen aan de GB/T 1184-h-norm; strikte controle is ook vereist voor de eindvlakslingering en de positionele nauwkeurigheid van het buitenprofiel ten opzichte van interne lokalisatiesleuven.
Inherente materiaaluitdagingen: TC4-titaniumlegering heeft een zeer lage thermische geleidbaarheid en een hoge taaiheid/taaiheid, wat resulteert in een langzame warmteafvoer tijdens het snijden. Dit maakt het materiaal gevoelig voor gereedschaphechting, doorbuiging van het werkstuk (afduwen van het gereedschap) en plaatselijke thermische vervorming. Conventioneel CNC-draaien – gehinderd door fouten bij meerdere opstellingen en onvoldoende stijfheid van het gereedschap – kan niet consistent voldoen aan de geometrische tolerantievereisten op micronniveau.
Eerdere outsourcingproblemen: De oorspronkelijke leverancier gebruikte een conventioneel draaiproces met meerdere opstellingen; coaxialiteit overschreed consequent de toleranties. Na de montage vertoonden de motoren overmatige trillings- en geluidsniveaus (waarbij de ontwerpdrempels werden overschreden) zowel tijdens onbelast als belast bedrijf, en herhaalde herbewerkingen slaagden er niet in om de onderdelen op de standaard te brengen.
3.1. Optimalisatie van klemproces: de multi-setup-aanpak verlaten ten gunste van een single-setup-methode met behulp van een uniform referentiepunt. De buitendiameter, het eindvlak en de bijpassende binnenboring worden in één bewerking nabewerkt, waardoor nulpuntverschuivingsfouten als gevolg van meerdere opstellingen volledig worden geëlimineerd.
3.2. Controle van de hoeveelheid ruwe bewerking: Een uniforme afwerkingstoeslag van 0,2 mm is gereserveerd voor alle kritische pasvlakken. Dit voorkomt onevenwichtige snijkrachten tijdens de nabewerkingsfase (veroorzaakt door ongelijkmatig materiaal) en minimaliseert verder het risico dat het gereedschap wordt afgestoten. 3.3. Snijkoeling en afstemming van parameters: Continue sproeikoeling met behulp van een snijvloeistof onder extreme druk die speciaal is samengesteld voor de TC4-titaniumlegering wordt gedurende het hele proces gebruikt om de warmte snel af te voeren en thermische vervorming te onderdrukken. Tijdens de afwerkingsfase worden gespecialiseerde snijparameters – met lage snelheden en hoge voedingssnelheden – gecombineerd met zeer stijve, trillingsdempende gereedschappen om de elastische doorbuiging die kenmerkend is voor titaniumlegeringen te verminderen.
3.4. Afwerken van complexe constructies: Omdat interne lokalisatiesleuven en montagegaten niet via een enkele draaibewerking kunnen worden gevormd, worden op maat gemaakte lokalisatiebevestigingen gebruikt voor de daaropvolgende verwerking; dit minimaliseert door de bevestiging veroorzaakte herhaalbaarheidsfouten en zorgt ervoor dat de positionele nauwkeurigheid van de sleuven en interne gaten ten opzichte van het referentiepunt aan de specificaties voldoet.
Uitgebreide inspectieapparatuur: coördinatenmeetmachine (CMM) en zeer nauwkeurige rondheidstester; 100% inspectie van kritische afmetingen.
Gemeten precisiegegevens: De coaxialiteit tussen interne en externe diameters is consistent ≤0,01 mm; eindvlakslingering is ≤0,008 mm. Alle vorm- en positietoleranties, evenals maattoleranties, voldoen aan zowel de technische tekeningen als de nationale norm GB/T 1184-h.
Projectfeedback: Prototypemonsters hebben bij de eerste poging de acceptatietest van derden doorstaan. De rotorsteun vertoonde een uitstekende pasvorm en de trillings- en bedrijfsgeluidsniveaus van de volledig geassembleerde motor keerden terug naar de ontwerpnormen. In massa geproduceerde eenheden opereren momenteel stabiel in het veld; De structurele sterkte- en lichtgewichtgegevens voldoen aan alle gebruiksvereisten, waardoor de klant dit aanwijst als een langdurig uitbesteed contract voor alle volgende bestellingen van hetzelfde model.
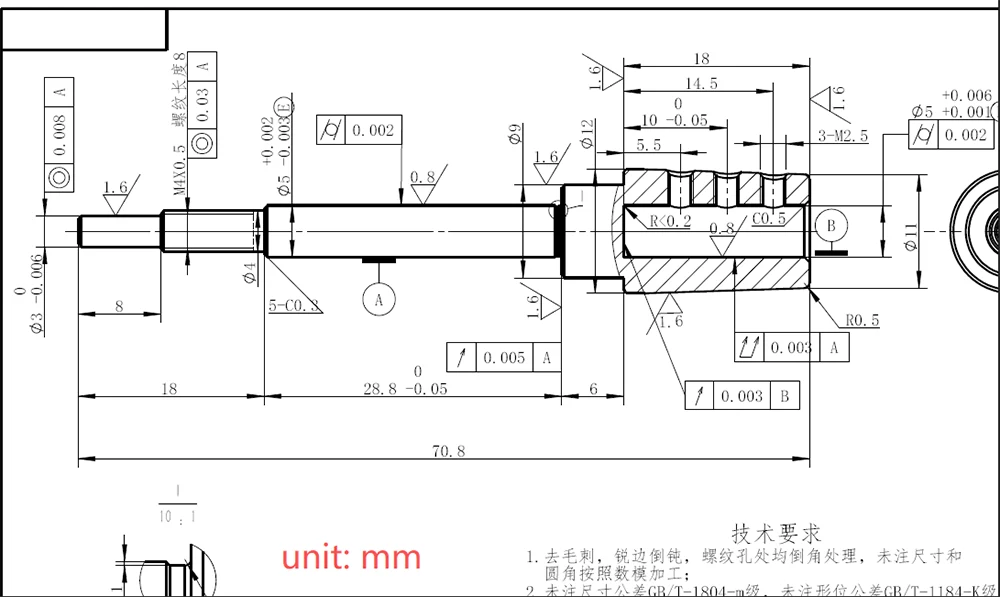
Werkstuk: aandrijfas van de industriële hogesnelheidsmotor uit de 70B-serie.
Grondstof: gehard en getemperd 40Cr-staal; afgewerkte basishardheid van HRC 32–36.
Toepassingsscenario: Kernascomponent voor rotatievermogen op hoge snelheid; onderworpen aan langdurige werking met hoge frequentie en hoge snelheid, wat uitzonderlijke vermoeiingssterkte, rotatieprecisie en dynamische balansprestaties vereist.

Verplichte precisiespecificaties: Coaxialiteit van meerdere kritische aansluitpunten ≤0,01 mm; Uitloop van het kopvlak van de astap ≤0,01 mm. Bovendien moet de positionele nauwkeurigheid worden gecontroleerd voor schroefdraadgaten aan de kopse kant en spiebanen in de omtrek ten opzichte van het tappunt. Uitdagingen bij de initiële materiaalverwerking: Na afschrikken en ontlaten neemt de hardheid van het substraat van 40Cr toe, wat resulteert in een hoge snijweerstand en snelle slijtage van conventionele hardmetalen gereedschappen; Tijdens het snijden op hoge snelheid is de as gevoelig voor vervorming als gevolg van het vrijkomen van snijspanningen en radiale gereedschapsdoorbuiging, wat leidt tot een verlies aan rotatienauwkeurigheid.
Pijnpunten bij de eerdere uitbestede verwerking van de klant: De voormalige leverancier gebruikte gesegmenteerd draaien en meervoudige klemopstellingen, wat resulteerde in voortdurend buitensporige coaxialiteitsfouten van het journaal en het niet voldoen aan de dynamische balansnormen; de motor trilde hevig tijdens werking op hoge snelheid, en herhaalde herbewerking kon de problemen met betrekking tot door spanning veroorzaakte vervorming en klemfouten niet oplossen.
3.1. Geïntegreerd klemmen en bewerken: Een enkele klemopstelling met behulp van een uniform referentiepunt maakt de gelijktijdige bewerking van meerstaps cilindrische oppervlakken en bijpassende eindvlakken mogelijk, waardoor problemen veroorzaakt door inconsistente referentiepunten bij gesegmenteerde verwerking worden geëlimineerd.
3.2. Optimalisatie van bewerkingstoeslag en spaanafvoer: Er wordt een uniforme nabewerkingstoeslag van 0,3 mm gereserveerd tijdens de voorbewerking van kritische tappen; Er wordt gebruik gemaakt van een intern hogedrukkoelsysteem om de snijzone in realtime te spoelen, waarbij tegelijkertijd het onderdeel wordt gekoeld en de spanen worden afgevoerd, waardoor secundaire krassen op het oppervlak worden voorkomen en thermische vervorming wordt geminimaliseerd.
3.3. Afwerkingsstrategie: Er wordt gekozen voor ultrafijnkorrelige hardmetalen gereedschappen met een hoge stijfheid, en er wordt een progressief snijproces met laagreductie gebruikt om de interne snijspanningen geleidelijk op te heffen en de radiale gereedschapsdoorbuiging te beheersen, waardoor langdurige dimensionele stabiliteit voor lange ascomponenten wordt gegarandeerd.
3.4. Afwerken van hulpfuncties: Schroefdraadgaten in eindvlakken en spiebanen in de omtrek worden bewerkt met behulp van gespecialiseerde coaxiale positioneringsbevestigingen, uitgelijnd met het rotatiereferentiepunt van de tap, waardoor de positionele nauwkeurigheid van deze functies voldoet aan de tekentoleranties.
Uitgebreide inspectieapparatuur: coördinatenmeetmachine (CMM), zeer nauwkeurige rondheidstester en dynamische balanstester; dubbele volledige inspectie die zowel afmetingen als dynamisch evenwicht omvat. Gemeten precisiegegevens: De coaxialiteit van de meertraps-tap is consistent ≤0,008 mm, en de axiale slingering is ≤0,005 mm; alle geometrische en positionele toleranties voldoen aan de specificaties, en de rotoras doorstaat de initiële dynamische balanstest zonder dat opnieuw uitbalanceren nodig is.
Feedback over de projectimplementatie: prototypes zijn bij de eerste poging geslaagd voor de acceptatie-inspectie, en de trillings- en geluidsniveaus tijdens bedrijf op hoge snelheid voldoen aan de nationale normen voor industriële motoren; in serie geproduceerde assen vertonen geen door spanning veroorzaakte vervorming of abnormale slijtage tijdens bedrijf, terwijl de sterkte en rotatiestabiliteit voldoen aan de servicevereisten op de lange termijn, wat leidt tot een langdurig outsourcing-partnerschap met de klant.
Adres
Guangming-district, Shenzhen-stad, provincie Guangdong, China
Tel
E-mailen









