




Onze freesdraaibewerkingen integreren draai- en freesprocessen. Draaien houdt in dat het werkstuk wordt geroteerd terwijl het gereedschap wordt doorgevoerd om uitwendige diameters, inwendige boringen, eindvlakken en schroefdraden te snijden; het is geschikt voor roterende onderdelen met een diameter van 5–800 mm, precisiegraden van IT7–IT9 en een oppervlakteruwheid van Ra 0,8–6,3 μm. Bij frezen wordt gebruik gemaakt van een roterend gereedschap dat vlakken, sleuven en contouren snijdt; het is geschikt voor vierkante of onregelmatig gevormde onderdelen, met freesbreedtes van 50–1000 mm, een nauwkeurigheid van ±0,02–0,1 mm en een oppervlakteruwheid van Ra 1,6–6,3 μm.
Het gecombineerde proces – of het nu gaat om draaien gevolgd door frezen, frezen gevolgd door draaien, of het afwisselen tussen deze twee – maakt gebruik van draaien om concentriciteit en frezen van machinale vlakken, sleuven en gaten te garanderen, wat resulteert in hoge precisie en efficiëntie voor complexe onderdelen.
|
dimensionale nauwkeurigheid |
O.D |
Identiteitskaart |
T(C) |
DP |
SCH |
|
eenheid: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometrische nauwkeurigheid |
rondheid |
coaxialiteit |
rechtheid |
cilindriciteit |
concentriciteit |
|
eenheid: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
productiecapaciteit |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
productie cyclus |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
Uitgeruste inspectie-instrumenten en meetinstrumenten zijn onder meer: CMM's, vision-meetsystemen, profielprojectoren, laserdiametermeters, laserinterferometers, oppervlakteruwheidstesters, rondheidstesters, gereedschapsmicroscopen, stereomicroscopen, micrometers, pinmeters, meetklokken, uiterst nauwkeurige micrometers, elektronische hoogtemeters, schuifmaten, eindmaten, hardheidstesters en draadmeters.
De frees-draaibewerkingsmogelijkheden van Sanluo Precision bieden aanzienlijke voordelen: complementaire functies (draaien past bij rotatieoppervlakken; frezen past bij platte en complexe vormen; de combinatie breidt het bereik van bewerkbare onderdelen uit, waaronder assen, schijven, behuizingen en waaiers); Verbeterde precisie (draaien zorgt voor concentriciteit en rondheid; frezen zorgt voor vlakheid en haaksheid; de combinatie bereikt een hoge geometrische tolerantienauwkeurigheid, zoals een concentriciteit van 0,02 mm en een haaksheid van 0,03 mm); Verhoogde efficiëntie (geoptimaliseerde volgorde van ruw- en nabewerkingsdraaien/frezen zorgt voor een snelle materiaalverwijdering en garandeert tegelijkertijd precisie, waardoor de efficiëntie met 30%-50% toeneemt); Superieure oppervlaktekwaliteit (draaien bereikt Ra 0,8–3,2 μm en frezen Ra 1,6–6,3 μm, wat resulteert in gladde afwerkingen); Kostenreductie (minder processtappen; één enkele multitasking-machine vereist minder investeringen en vloeroppervlak dan meerdere stand-alone machines); en Hoog aanpassingsvermogen (flexibel voor de productie van één stuk of kleine batches, maar toch zeer efficiënt voor massaproductie).
Als professionele fabrikant van freesdraaibewerkingen biedt Sanluo Precision uitgebreide en betrouwbare diensten. Apparatuurconfiguratie: Draaiapparatuur (30 CNC-draaibanken/draaicentra; diameter φ10–800 mm; IT7-precisiekwaliteit); Freesapparatuur (20 verticale/horizontale bewerkingscentra; verplaatsing 500–2000 mm; precisie ±0,01 mm); Frees-draaiapparatuur (10 Mazak/DMG Mori 5-assige frees-draaicentra ter ondersteuning van machinale bewerking met één opstelling); Inspectieapparatuur (CMM, rondheidstester, ruwheidstester en zichtmeetsysteem met een nauwkeurigheid van 0,003 mm voor inspectie op volledige grootte); Technisch team (20 procesingenieurs, 30 programmeurs, 50 technici); ISO9001-systeem (inspectie van het eerste artikel, patrouille-inspectie tijdens het proces, volledige inspectie van het eindproduct; 99% slagingspercentage). Het bedrijf levert professionele, op maat gemaakte freesbewerkingsdiensten aan wereldwijde klanten.
|
Parametercategorie |
Parameterdetails |
|
Uitrustingsmodel |
842-serie |
|
Merk |
Schaublin |
|
Kernpositionering |
Zeer nauwkeurige machine voor complexe toepassingen, ook geschikt voor harddraaien |
|
Asconfiguratie |
Configureerbaar met Y-as en maximaal 7 interpolatie-assen |
|
Nauwkeurigheid van de spindel |
De spil beschikt over een uitzonderlijke geometrische nauwkeurigheid van minder dan 0,5 μm |
|
Bewerkingscapaciteit |
Maximale draaidiameter: 360 mm; Maximale draailengte: 398 mm |
|
Turret-systeem |
Uiterst nauwkeurige radiale revolver VDI30 met 16 stations |
|
Optionele configuratie |
Subspindel en tweede revolver zijn als optie verkrijgbaar |
|
CNC-systeem |
FANUC-systeem |
|
Typische toepassingen |
precisiemolen draaibewerkingsonderdelen, enz |
|
Parametercategorie |
Parameterdetails |
|
Uitrustingsmodel |
INDEX MS16-6 Plus |
|
Kernpositionering |
Meerassige, hoogefficiënte en multifunctionele bewerking |
|
Aantal assen en spindels |
6 werkspindels en 2 synchrone spindels |
|
Bewerkingscapaciteit |
Diameter staaf: 16 mm (22 mm voor Plus-versie) |
|
Spindelsysteem |
Maximale snelheid: 10.000 tpm; Maximaal vermogen: 15 kW; Maximaal koppel: 18 Nm |
|
Tool Post-systeem |
Maximaal 12 gereedschapspalen |
|
Kernfuncties |
Ondersteunt polygoondraaien, frezen, kruisgatontbramen en andere bewerkingstechnologieën |
|
CNC-systeem |
iXpanel besturingssysteem gebaseerd op Siemens S840D sl |
|
Kernvoordelen |
Korte gereedschapswisseltijd, krachtige prestaties en korte hulptijd; geschikt voor dubbele drieassige bewerking |
|
Typische toepassingen |
precisiemolen draaibewerkingsonderdelen, enz |




Dit product is een kerncomponent die is aangepast voor een medische technologieonderneming in Shanghai. Het is gemaakt van 316L roestvrij staal en wordt gebruikt in implanteerbare medische apparaten. Het product voldoet aan strenge medische industrienormen met betrekking tot corrosieweerstand, oppervlaktekwaliteit en verschillende vereisten voor geometrische afmetingen en toleranties (GD&T).
De klant specificeerde kritische technische eisen: coaxialiteit tussen de binnenboring en de buitendiameter, axiale slingering en maatnauwkeurigheid van het buitenste contouroppervlak. De belangrijkste pasoppervlakken vereisten een coaxialiteitstolerantiecontrole binnen 0,01 mm en een buitenoppervlakruwheid van Ra ≤ 0,8. Het afgewerkte werkstuk moest vrij zijn van bramen en krassen en volledig voldoen aan de oppervlaktespecificaties van medische kwaliteit. Vanwege de hoge taaiheid van 316L roestvrij staal, waardoor het gevoelig is voor gereedschaphechting en doorbuiging, kunnen traditionele afzonderlijke draai- en freesprocessen niet tegelijkertijd oppervlaktenauwkeurigheid en positionele toleranties garanderen. Daarom specificeerde de klant het gebruik van frees-draai-bewerkingstechnologie.
Om deze bewerkingsuitdagingen aan te pakken, hebben we een frees-draaicentrum gebruikt voor geïntegreerde bewerking, waarbij we alle bewerkingen – inclusief de buitendiameter, de binnenboring, het geprofileerde oppervlak en de zijsleuven – in één keer hebben voltooid. Tijdens de ruwe bewerkingsfase wordt op kritische oppervlakken een bewerkingstoeslag van 0,2 mm gelaten, en wordt overal een hogedrukkoelsysteem gebruikt om spanen continu weg te spoelen, waardoor effectief wordt voorkomen dat het roestvrij staal aan het snijgereedschap blijft kleven. Voor de afwerkingsfase worden gespecialiseerde vormgereedschappen gebruikt met parameters met lage snelheid en hoge voeding; nauwkeurige controle over de gereedschapsafbuiging garandeert de nauwkeurigheid van het gebogen profiel, terwijl gelijktijdige bewerking van de zijsleuf fouten elimineert die gepaard gaan met opnieuw opspannen.
Na voltooiing voeren we uitgebreide inspecties uit van alle kritische afmetingen en specificaties met behulp van een coördinatenmeetmachine (CMM) en een oppervlakteruwheidstester. Gemeten resultaten laten zien dat de coaxialiteit consistent binnen 0,03 mm wordt geregeld, dat de axiale slingering niet groter is dan 0,01 mm en dat de oppervlakteruwheid Ra0,8 bereikt - alles voldoet aan de tekeningspecificaties. Het product doorstond bij de eerste poging de acceptatie-inspectie, werd soepel gemonteerd en voldeed aan alle normen voor reinheid en precisie die vereist zijn voor medische apparatuur.
De vorige leverancier van de klant gebruikte een meerfasig bewerkingsproces; herhaaldelijk vastklemmen veroorzaakte afwijkingen in het gebogen profiel en interferentieproblemen tijdens de montage - problemen die ondanks meerdere herbewerkingspogingen niet volledig konden worden opgelost. Ons draai-freescomposietbewerkingsproces elimineerde klemfouten bij de bron en overwon deze uitdaging met succes. Deze partij motoreindkappen functioneert momenteel stabiel in implanteerbare medische apparaten; zowel de corrosieweerstand als de operationele prestaties voldoen aan de verwachtingen van de klant. De resulterende langdurige samenwerking demonstreert ten volle de uitzonderlijke waarde van draaimolencomposietbewerking voor uiterst nauwkeurige roestvrijstalen componenten van medische kwaliteit.

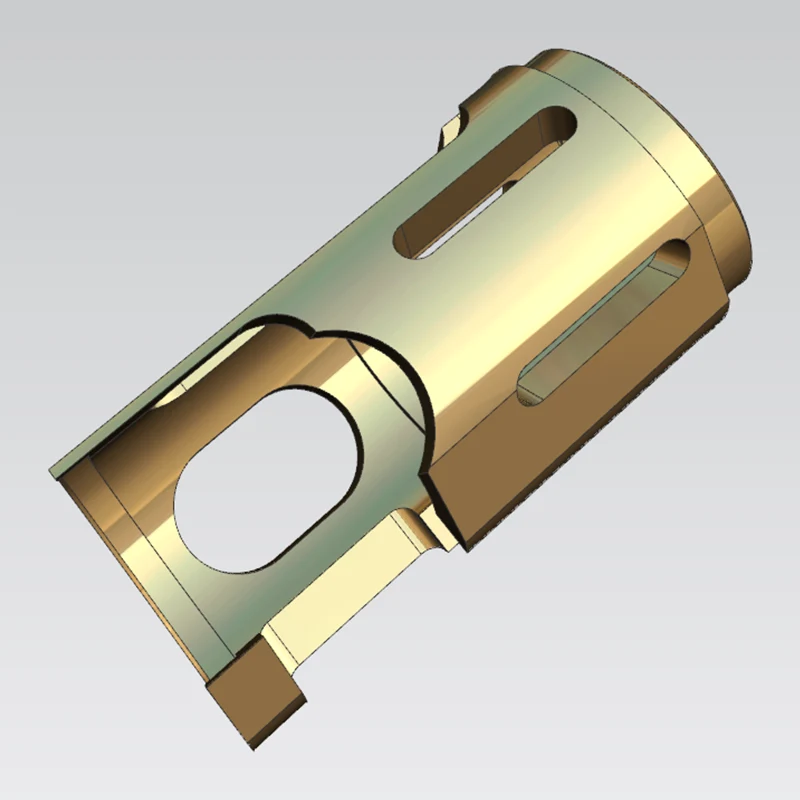
Deze roestvrijstalen huls dient als kerngeleidingsonderdeel voor BOSCH-automatiseringsapparatuur. Het is gemaakt van roestvrij staal en wordt gebruikt in precisietransmissiemechanismen en stelt extreem hoge eisen aan coaxialiteit, positionele nauwkeurigheid en oppervlaktekwaliteit.
De belangrijkste inspectienormen voor klanten zijn onder meer: coaxialiteit tussen de binnenboring en de buitendiameter, axiale slingering en de positionele nauwkeurigheid van de lange zijsleuf en lokalisatiegaten. Tekeningspecificaties vereisen strikt dat de coaxialiteitstolerantie voor kritische pasvlakken binnen 0,05 mm ligt, naast strikte limieten voor de rondheid en cilindriciteit van de buitendiameter en de binnenboring. Alle buitenranden moeten worden ontbraamd en afgerond, en het werkstukoppervlak moet vrij zijn van krassen of bramen. Roestvast staal is gevoelig voor hechting en doorbuiging van het gereedschap tijdens het bewerken; Traditionele meerfasige verwerking heeft moeite om tegelijkertijd te voldoen aan strikte vorm-, oriëntatie- en positionele toleranties. Daarom specificeerde de klant het gebruik van een draai-molencomposietbewerkingsproces.
We gebruikten een draai-freesbewerkingscentrum om een "one-stop" productieproces te realiseren, waarbij de bewerking van de buitendiameter, de binnenboring, het eindvlak, de zijsleuven en het lokaliseren van gaten in één enkele opstelling werden voltooid. Tijdens het voorbewerken werd een nabewerkingstoeslag van 0,2 mm gereserveerd voor kritieke gebieden, en er werd overal hogedrukkoelmiddel aangebracht om spanen weg te spoelen en te voorkomen dat het gereedschap aan het werkstuk bleef kleven. Voor de afwerking hebben we gespecialiseerd gereedschap van roestvrij staal gebruikt en de snijparameters aangepast om de doorbuiging van het gereedschap nauwkeurig te controleren; zijsleuven en lokalisatiegaten werden gelijktijdig bewerkt om nauwkeurigheidsafwijkingen als gevolg van opnieuw opspannen te elimineren.
De afgewerkte onderdelen ondergingen een uitgebreide inspectie met behulp van een coördinatenmeetmachine (CMM) en een oppervlakteruwheidstester. De gemeten coaxialiteit bleef stabiel binnen 0,03 mm, de slingering van het eindoppervlak werd binnen 0,01 mm gecontroleerd en alle positionele en dimensionale toleranties voldeden aan de blauwdrukspecificaties. De monsters zijn bij de eerste poging door de inspectie heen gekomen; de montage verliep naadloos en de trillings- en geluidsniveaus tijdens de werking van de apparatuur bleven ruim binnen de ontwerplimieten.
Voorheen hadden onderdelen die via meerstapsverwerking werden geproduceerd last van problemen met de coaxialiteit en positionele nauwkeurigheid, veroorzaakt door klemfouten, wat leidde tot veelvuldig vastlopen en abnormaal geluid tijdens het gebruik; problemen die herhaaldelijk nabewerking niet konden worden opgelost. Het draai-frees-composietproces elimineerde fundamenteel klemfouten. Deze batch hoezen wordt nu stabiel en langdurig gebruikt in geautomatiseerde apparatuur en voldoet aan alle eisen voor operationele stabiliteit en pasprecisie. Latere opdrachten voor grote volumes zijn ons nog steeds toevertrouwd, waardoor de aanzienlijke voordelen van draaimolencomposietbewerking voor hoogwaardige industriële roestvrijstalen componenten nog verder worden bevestigd.
Adres
Guangming-district, Shenzhen-stad, provincie Guangdong, China
Tel
E-mailen









