




Onze CNC-freesdraaimogelijkheden integreren draai-, frees-, boor-, tap- en kotterfuncties in één enkele machine. De spil ondersteunt zowel roterend draaien als stationair frezen, terwijl gecoördineerde C- en Y-asbewegingen de volledige bewerking van complexe onderdelen in één opstelling mogelijk maken. Apparatuurspecificaties omvatten: spiltoerentallen van 50–5.000 tpm; C-as 360° indexeringsnauwkeurigheid van ±5″; 8–16 aangedreven gereedschappen met snelheden van 6.000–12.000 tpm; en Y-asverplaatsing van ±50–150 mm voor het bewerken van excentrische dwarsgaten. De bewerkingsmogelijkheden omvatten draaidiameters van φ10–500 mm, freesbreedtes van 100–400 mm, boordiameters van φ1–50 mm en tapmaten van M3 tot M48. De bewerkingsprecisie omvat ±0,01 mm voor draaien, ±0,02 mm voor frezen, ±10″ voor indexeren op de C-as en een oppervlakteruwheid van Ra 0,8–3,2 μm.
|
dimensionale nauwkeurigheid |
O.D |
Identiteitskaart |
T(C) |
DP |
GD |
|
eenheid: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.001 |
|
Geometrische nauwkeurigheid |
rondheid |
coaxialiteit |
rechtheid |
cilindriciteit |
Positie tolerantie |
|
eenheid: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
productiecapaciteit |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
productie cyclus |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
3-20 dagen |
Uitgerust met een uitgebreid assortiment inspectie-instrumenten en meetinstrumenten, waaronder: CMM's, vision-meetsystemen, profielprojectoren, laserdiametermeters, laserinterferometers, oppervlakteruwheidstesters, rondheidstesters, gereedschapsmicroscopen, stereomicroscopen, micrometers, pinmeters, meetklokken, zeer nauwkeurige micrometers, elektronische hoogtemeters, schuifmaten, eindmaten, hardheidstesters en draadmeters.
Sanluo Precision biedt aanzienlijke voordelen bij het draaien van CNC-frezen: Bewerking met één instelling (voltooit draaien, frezen, boren, tappen en kotteren in één keer; elimineert klemfouten; bereikt concentriciteit van 0,01 mm en loodrechtheid van 0,02 mm); Verhoogde efficiëntie (één machine vervangt meerdere eenheden; efficiëntie verhoogd met 50%-70%); Gegarandeerde precisie (uniform datum uit één enkele opstelling zorgt voor een hoge geometrische tolerantienauwkeurigheid; concentriciteit, loodrechtheid en positionele nauwkeurigheid verbeterd met 30%); Compacte footprint (één machine vervangt 3-5 eenheden; bespaart 60% vloeroppervlak; vermindert de investeringen); Verkorte doorlooptijden (elimineert overdrachten en wachttijden tussen processen; productiecyclus verkort met 40% -60%); Minder arbeid (één operator per machine; arbeidskosten verlaagd met 60%).
Als professionele fabrikant van CNC-freesdraaien is Sanluo Precision toonaangevend in de technologiesector. Uitrustingsmerken: geïmporteerde 5-assige gelijktijdige bewerkingscentra uit Japan en Duitsland (MAZAK Integrex, DMG MORI CTX, OKUMA Multus); Spindelsysteem (ingebouwde spindel met een toerental van 5000 tpm, een vermogen van 30–50 kW, hoog koppel en zwaar snijvermogen); Draaiend gereedschapsrevolver (12 stations, snelheid van 12.000 tpm, vermogen van 7,5 kW); CNC-systemen (FANUC 31i / SIEMENS 840D met 5-assige gelijktijdige besturing en RTCP/TCP-besturing); Renishaw meettasters (inspectie tijdens het proces en automatische compensatie voor nauwkeurigheid van ±0,005 mm); UG/Mastercam-software (automatisch programmeren, toolpath-optimalisatie en simulatieverificatie). Het bedrijf levert professionele, op maat gemaakte draai-freesbewerkingsdiensten aan wereldwijde klanten.
|
Parametercategorie |
Parameterdetails |
|
Uitrustingsmodel |
INDEX G220 |
|
Kernpositionering |
Flexibele en efficiënte bewerking |
|
Configuratieflexibiliteit |
Configureerbaar met 3 revolvers, gereedschapsmagazijn met maximaal 169 gereedschapsposities |
|
Aantal bewegingsassen |
Tot 16 bewegingsassen |
|
Bewerkingsfuncties |
Beschikt over een ruim bewerkingsgebied, waardoor gelijktijdige bewerking met drie gereedschappen mogelijk is zonder risico op botsingen |
|
Typische toepassingen |
CNC-freesbewerking van kleine en middelgrote complexe aswerkstukken in de machinebouw, halfgeleiders en ruimtevaart |
|
Parametercategorie |
Parameterdetails |
|
Uitrustingsmodel |
M30 |
|
Kernpositionering |
Volledige bewerking van grote en complexe onderdelen in één opspanning |
|
Aantal assen en functies |
Geschikt voor 4-assig draaien en 5-assig frezen, waardoor een volledige 6-zijdige bewerking van werkstukken mogelijk is |
|
Bewerkingscapaciteit |
Geschikt voor het bewerken van complexe as- en schijfonderdelen met een draaidiameter van Φ320 mm, maximale bewerkingslengte 1000 mm |
|
Uitgebreide processen |
Kan indien nodig ook tandwielsnijden of diepgatboren realiseren |
|
Kernvoordelen |
Kan bijna alle koude bewerkingsprocessen voltooien, inclusief draaien, frezen, kotteren, diepgatboren, slijpen en tandwielbewerking in één opspanning |
|
Typische toepassingen |
CNC-freesdraaien van waaiers, bladen, scheepsschroeven, zware generatorrotoren, grote krukassen van dieselmotoren, enz. |




Door gebruik te maken van volwassen bewerkingstechnologieën, een uitgebreid productiecontrolesysteem en jarenlange ervaring in precisieproductie, is Sanluo Precision gespecialiseerd in CNC-draaibewerkingen. We maken gebruik van een "single-setup" vormproces om cumulatieve fouten die gepaard gaan met meerfasige verwerking en herhaaldelijk vastklemmen volledig te elimineren. Voor moeilijk te bewerken materialen, zoals aluminiumlegeringen met een hoge hardheid en verschillende soorten roestvast staal, optimaliseren we snijstrategieën en parameters om sectorbrede uitdagingen zoals snijkantsopbouw (BGE), gereedschapsdoorbuiging en thermische vervorming effectief op te lossen. Hieronder vindt u een praktijkvoorbeeld van een productie:
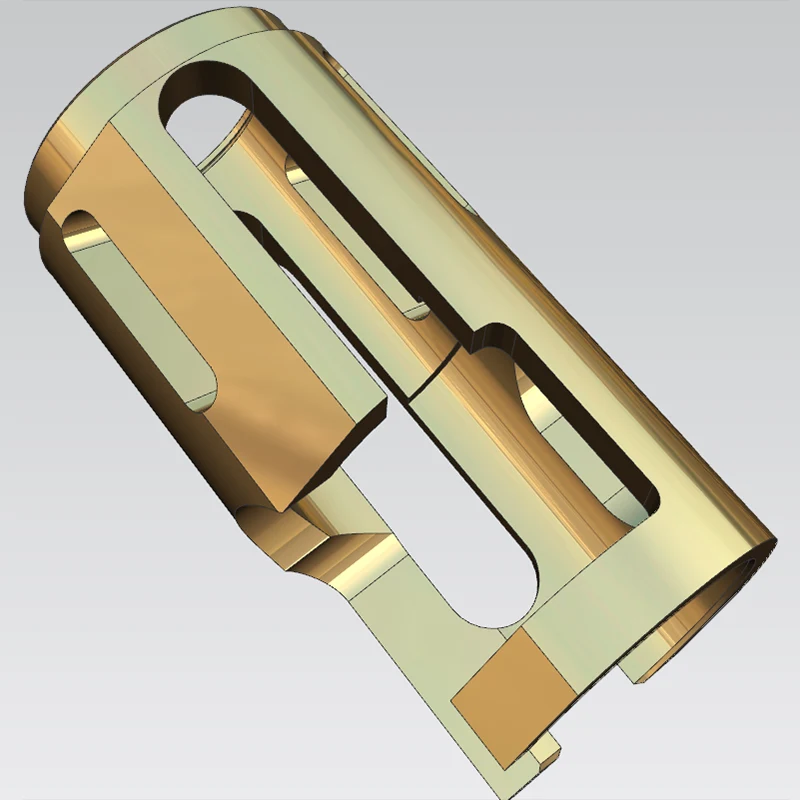
Dit product is een belangrijk zuigeronderdeel voor een nieuwe motor, ontwikkeld door een binnenlands auto-R&D-bedrijf, vervaardigd uit een 7075-T6 aluminiumlegering. Dit materiaal is relatief hard en gevoelig voor problemen zoals snijkantsopbouw en thermische vervorming tijdens de bewerking; bovendien vereist het product strenge normen voor de algehele bewerkingsprecisie en operationele stabiliteit.
De klant vereiste strikte controle over verschillende belangrijke afmetingen en geometrische toleranties: de Φ50 buitendiametertolerantie, Φ77/Φ78 coaxialiteit, een tolerantie van 23 ± 0,01 mm voor het pingat en meerdere positionele tolerantievereisten van 0,02 mm. Traditionele afzonderlijke draai- en freesprocessen konden fouten veroorzaakt door meerdere opstellingen niet effectief beheersen; daarom specificeerde de klant het gebruik van een frees-draaiproces (draai-molen).
Om deze bewerkingsuitdagingen aan te pakken, hebben we een frees-draaimachine gebruikt om alle bewerkingen, inclusief de buitendiameter, het kopvlak, de flensgaten, het pengat en de zijsleuven, in één keer uit te voeren. Tijdens de ruwe bewerking hielden we een bewerkingsmarge van 0,3 mm aan op kritieke oppervlakken en maakten we gebruik van een continue hogedruk emulsie-koelvloeistofcirculatie om thermische vervorming te voorkomen. Voor het nabewerken hebben we gespecialiseerd gereedschap gebruikt met geoptimaliseerde lage snelheden en voedingsparameters om de snijkantsopbouw die gepaard gaat met 7075 aluminium volledig te elimineren, waardoor een superieure oppervlaktekwaliteit wordt gegarandeerd.
Na voltooiing hebben we uitgebreide inspecties uitgevoerd van alle belangrijke afmetingen en geometrische toleranties met behulp van een coördinatenmeetmachine (CMM). Uit werkelijke metingen bleek dat de coaxialiteit binnen 0,01 mm werd gecontroleerd en dat pinhole-toleranties consistent op ± 0,005 mm werden gehandhaafd, waarbij alle meetgegevens voor 100% voldeden aan de blauwdrukspecificaties. De door de klant ingediende monsters zijn bij de eerste poging geslaagd voor de benchtest; montage en bediening verliepen soepel, zonder dat er sprake was van vastlopen of plakken.
De klant had eerder een sequentiële bewerkingsaanpak gebruikt, maar opspanfouten veroorzaakten aanhoudende afwijkingen in coaxialiteit en positionele nauwkeurigheid die ondanks herhaaldelijk nabewerking niet konden worden opgelost. Het draai-frees-composietproces elimineerde meerdere klemfouten bij de bron, waardoor deze al lang bestaande kwaliteitsproblemen grondig werden opgelost. Deze partij monsters functioneert momenteel stabiel in motorapparatuur. De klant hecht grote waarde aan de bewerkingsprecisie en de leveringsefficiëntie en gunt ons vervolgens bestellingen in kleine batches: een sterke bevestiging van de uitstekende voordelen van draaimolencomposietbewerking voor uiterst nauwkeurige componenten van aluminiumlegeringen.

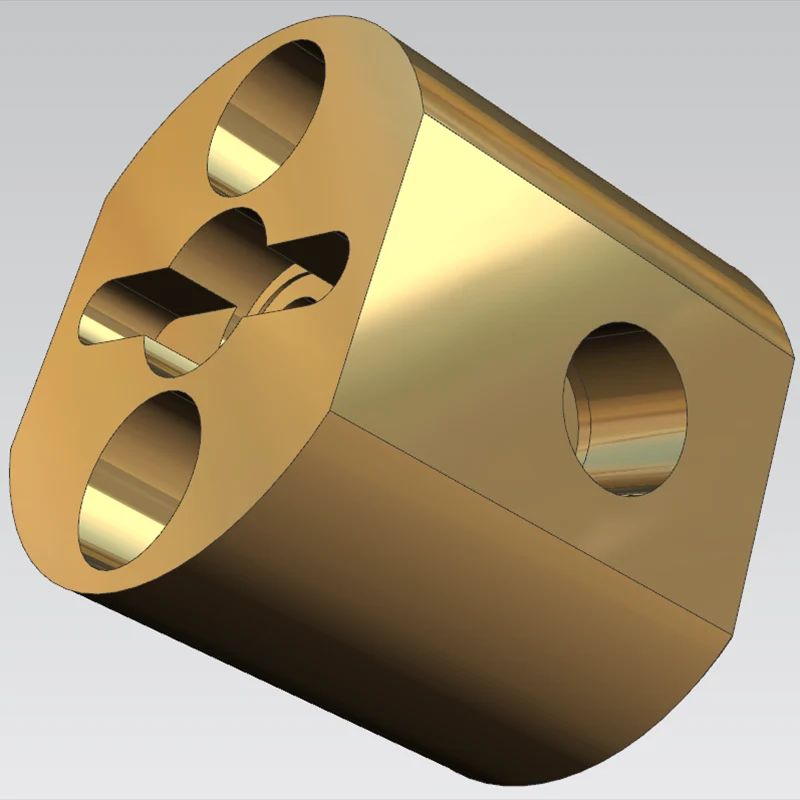
Deze pompkop is een kernonderdeel voor een fabrikant van huishoudelijke vloeistofapparatuur en wordt gebruikt in hogedrukpompassemblages. Het product is gemaakt van 1Cr18Ni9 roestvrij staal en stelt extreem hoge eisen aan de afdichtingsintegriteit en geometrische toleranties.
De belangrijkste technische specificaties die de klant nodig had, waren onder meer: coaxialiteit van 0,03 mm voor de binnenboring van Φ12, rondheid van 0,015 mm voor de binnenboring van Φ9, en specifieke vereisten voor positionele nauwkeurigheid voor twee M12-schroefdraadgaten. Vanwege de hoge kleverigheid van het roestvrijstalen materiaal – wat vaak leidt tot snijkantsopbouw (BGE) en doorbuiging van het gereedschap – had de traditionele sequentiële bewerking moeite om aan de strikte toleranties te voldoen; de klant eiste expliciet het gebruik van draaimolen-composietbewerking.
We gebruikten een geïntegreerd draai-freesbewerkingscentrum om de bewerking van de buitendiameter, het eindvlak, de binnenboringen en de draadgaten in één enkele opstelling te voltooien. Tijdens het voorbewerken werd een ruimte van 0,2 mm gereserveerd voor kritische binnenboringen, en overal werd hogedrukkoelmiddel gebruikt om spanen weg te spoelen en op effectieve wijze snijkantsproblemen te voorkomen. Voor de afwerking hebben we gespecialiseerd gereedschap van roestvrij staal geselecteerd, verminderde snijparameters en strikt gecontroleerde gereedschapsafbuiging. De gaten met schroefdraad werden tijdens het proces machinaal bewerkt om fouten in verband met secundaire klemming te elimineren.
Volledige dimensionale inspectie met behulp van een coördinatenmeetmachine (CMM) bevestigde de resultaten: de coaxialiteit bleef stabiel binnen 0,02 mm, de rondheid van de binnenboring werd gecontroleerd binnen 0,01 mm en de positioneringsnauwkeurigheid voor draadgaten voldeed aan alle specificaties. Het product heeft bij de eerste poging de acceptatie-inspectie doorstaan en de afdichtingsprestaties voldeden volledig aan de operationele normen. Voorheen gebruikte de klant producten die via opeenvolgende bewerkingsstappen waren vervaardigd; klemafwijkingen zorgden ervoor dat de coaxialiteit de grenzen overschreed, wat na montage tot aanhoudende lekkageproblemen in het pomplichaam leidde. Door het gebruik van het draai-molen-composietproces werden klemfouten volledig opgelost en werd het risico op lekkage geëlimineerd. Deze serie pompkoppen heeft sindsdien jarenlang onafgebroken en stabiel in het veld gefunctioneerd, en de samenwerking blijft solide, waardoor de waarde van draaimolencomposietbewerking voor uiterst nauwkeurige roestvrijstalen vloeistofcomponenten verder wordt gevalideerd.
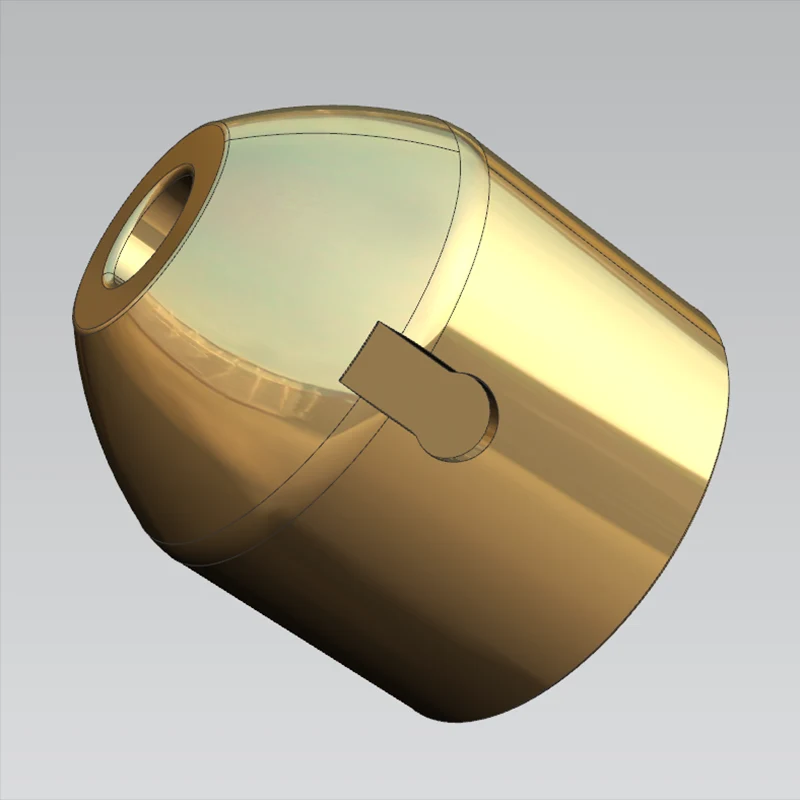
Dit onderdeel is een kernonderdeel van een borstelloze motor vervaardigd door een bedrijf voor huishoudelijke industriële apparatuur. Het is gemaakt van roestvrij staal 304 en vereist strikte naleving van geometrische toleranties en specificaties voor oppervlakteruwheid.
De belangrijkste inspectiecriteria van de klant waren coaxialiteit tussen binnen- en buitendiameters, axiale slingering van het eindvlak en positionele nauwkeurigheid van de spiebaan aan de zijkant. Blauwdrukken specificeerden dat de coaxialiteit voor kritische pasoppervlakken binnen 0,01 mm moest worden geregeld, de ruwheid van het buitenoppervlak Ra 0,1 moest bereiken en dat het oppervlak vrij moest zijn van bramen en krassen. Vanwege de hoge taaiheid en "plakkerigheid" van 304 roestvrij staal - wat vaak snijkantsopbouw (BTE) en doorbuiging van het gereedschap veroorzaakt - kon traditionele sequentiële verwerking niet aan de tolerantievereisten voldoen; daarom werd gekozen voor het draaimolen-composietproces.
Met behulp van een draai-frees-composietmachine voltooiden we de bewerking van de buitendiameter, het kopvlak, de binnenboring en de spiebaan aan de zijkant in één enkele opstelling. Tijdens het voorbewerken werd op kritieke oppervlakken een speling van 0,2 mm gelaten en werd overal hogedrukkoelmiddel gebruikt om te voorkomen dat materiaal aan het gereedschap zou hechten. Voor het nabewerken hebben we gespecialiseerd gereedschap en geoptimaliseerde snijparameters gebruikt om de doorbuiging van het gereedschap nauwkeurig te controleren; de spiebaan werd synchroon gevormd als onderdeel van het geïntegreerde proces, waardoor fouten bij het opnieuw klemmen werden vermeden.
Na de bewerking hebben we uitgebreide inspecties uitgevoerd met behulp van een coördinatenmeetmachine (CMM) en een oppervlakteruwheidstester. De gemeten resultaten toonden een coaxialiteit ≤ 0,008 mm, een axiale slingering ≤ 0,005 mm en een oppervlakteruwheid van Ra 0,1, waarbij alle metrieken voldeden aan de specificaties. Het product is bij de eerste poging geslaagd voor de acceptatie-inspectie; De montage van de motor verliep soepel en de trillings- en geluidsniveaus tijdens bedrijf bleven binnen ideale grenzen.
Producten die voorheen via sequentiële verwerking waren verkregen, voldeden daarentegen niet aan de ontwerpnormen vanwege klemfouten die buitensporige coaxialiteitsafwijkingen veroorzaakten en resulteerden in hoge trillingsniveaus tijdens de werking van de motor. Door gebruik te maken van draai-freescomposietbewerking worden klemfouten bij de bron geëlimineerd, waardoor storingen in de apparatuur effectief worden opgelost. De massaproductie van de voorkant van de behuizing vordert momenteel gestaag; de klant heeft zijn tevredenheid geuit over zowel de productprecisie als de oppervlaktekwaliteit, en er is een langdurig partnerschap onderhouden, waarbij de voordelen van CNC-frees-composietbewerking bij de productie van precisie-roestvaststalen motorcomponenten volledig worden gedemonstreerd.
Adres
Guangming-district, Shenzhen-stad, provincie Guangdong, China
Tel
E-mailen









