




Als professionele fabrikant en leverancier van 5-assige bewerkingen in China beheerst Sanluo Precision de 5-assige gelijktijdige bewerking van complexe onderdelen en levert het op maat gemaakte diensten voor hoogwaardige industrieën zoals de lucht- en ruimtevaart, automobielmatrijzen, medische apparatuur en energieapparatuur. Wij realiseren precisiebewerkingen van complexe oppervlakken en speciale structuren, waarbij we volledig voldoen aan de strenge eisen van geavanceerde productie.
| Dimensionale nauwkeurigheid | O.D | Identiteitskaart | DP | ZW | GD |
| Eenheid: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometrische nauwkeurigheid | Rondheid | Coaxialiteit | Cilindriiteit | Symmetrie | Positietolerantie |
| Eenheid: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Productiecapaciteit | 1~999999 st | 1~999999 st | 1~999999 st | 1~999999 st | 1~999999 st |
| Productiecyclus | 3-20 dagen | 3-20 dagen | 3-20 dagen | 3-20 dagen | 3-20 dagen |
Inspectieapparatuur:CMM, zichtmeetsystemen, projectoren, laserdiametermeters, laserinterferometers, ruwheidstesters, rondheidstesters, gereedschapsmicroscopen, stereomicroscopen, micrometers, pinmeters, meetklokken, hoogtemeters, schuifmaten, eindmaten, hardheidstesters, draadmeters.
Als professionele fabrikant van 5-assige bewerkingen blinken we uit in het bewerken van complexe vrije-vormoppervlakken in de lucht- en ruimtevaart-, automobiel-, medische en energiesector. Onze 5-assige gelijktijdige technologie, gecombineerd met geavanceerde CAM-programmering en speciaal gereedschap, zorgt voor een hoge nauwkeurigheid, uitstekende oppervlakteafwerking en eliminatie van gereedschapsmarkeringen.
Kort gezegd:Onze bewezen expertise op het gebied van complexe oppervlaktebewerking zet uitdagende geometrieën om in productieklare componenten die consequent voldoen aan de meest veeleisende industrienormen - van prototype tot volledige productie.
Wij ondersteunen onze 5-assige bewerking met werktuigmachines van wereldklasse, intelligente procescontrole en uitgebreide hulpsystemen. Onze faciliteit garandeert een stabiele, herhaalbare precisie voor middelgrote tot grote onderdelen, van prototypes tot productie van grote volumes.
Kort gezegd:Met onze geïntegreerde apparatuurbasis, intelligente procescontroles en strenge procesverificatie leveren we een stabiele, herhaalbare 5-assige precisie die ervoor zorgt dat uw productielijn blijft draaien en uw kwaliteitsnormen consequent worden overtroffen.
| Parameter | Details |
| Model | Micro5 |
| Kernpositionering | Hoogdynamische, uiterst nauwkeurige bewerking van micro- en hoogwaardige componenten |
| Sleutelnauwkeurigheid | Herhaalvermogen0,0005 mm, Positioneringsnauwkeurigheid< 0,002 mm |
| Spindel | Maximale snelheid60.000 tpm |
| Structuur | Compact, totaal gewicht 550kg; drielaags gereedschapsmagazijn met 60 gereedschappen; palletsysteem biedt plaats aan 6 nulpuntopspanningen |
| Energie & Milieu | Laag verbruik (<500W), met olienevelcollector |
| CNC-systeem | Beckhoff (Duitsland) |
| Reizen (X/Y/Z) | 78 / 56 / 50mm |
| Typische toepassingen | Micro-engineeringcomponenten, kleine edelmetalen onderdelen |
| Parameter | Details |
| Model | DMU 105 monoBLOK |
| Kernpositionering | Uiterst nauwkeurige 5-assige bewerking van grote, complexe onderdelen |
| Assen en koppelingen | 5-assig gelijktijdig |
| Bedstructuur | GGG60 nodulair gietijzer, gegoten uit één stuk met FEM-geoptimaliseerde stijfheid 40% hoger dan traditionele ontwerpen |
| Sleutelnauwkeurigheid | Airco-assen directe aandrijving, indexeringsnauwkeurigheid ±1 boogseconde; tafelpositioneringsnauwkeurigheid tot 0,001 mm |
| Spindelsysteem | HSK‑A100-interface, vermogen 44 kW, koppel 288 Nm, toerentalbereik 50‑10.000 tpm |
| Reizen (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Belangrijkste voordelen | Thermosymmetrisch ontwerp vermindert thermische vervorming; optionele palletwisselaar en procesmeting voor automatisering |
| Typische toepassingen | Nauwkeurig bewerkte 5-assige componenten |
| Parameter | Details |
| Model | JDGR400T |
| Kernpositionering | Precisie op micronniveau ondersteunt frees-draai-composietprocessen |
| CNC-systeem | Zelf ontwikkelde JD50, motion control-resolutie 10 nm |
| Spindel | JD150S hogesnelheids-elektrospindel, HSK-A50, max. toerental 32.000 tpm |
| Sleutelnauwkeurigheid | Herhaalbaarheid in micronbereik; Herhaalbaarheid AC-as 4″ |
| Draaitafel | Directe aandrijving met twee assen, resolutie 0,0001° |
| Gereedschapstijdschrift | Kettingtype, capaciteit 63 gereedschappen |
| Belangrijkste voordelen | Metingen op de machine compenseren automatisch gereedschaps- en werkstukfouten, waardoor batchopbrengst wordt gegarandeerd |
| Typische toepassingen | Precisiecomponenten met 5 assen |
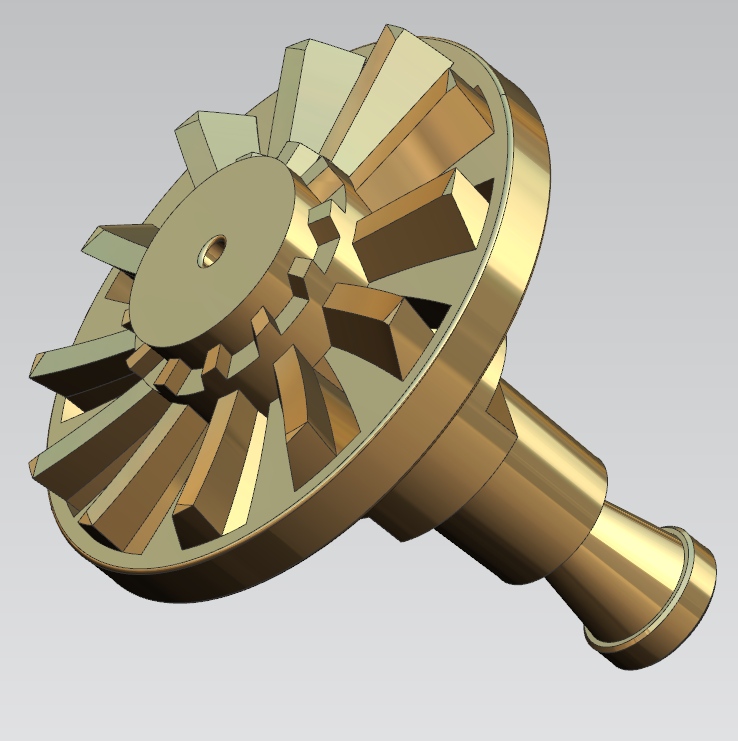
Deze waaier is gemaakt van SUS316 austenitisch roestvast staal en dient als een stroomsturend onderdeel in vloeistofboosterpompen voor een Braziliaanse fabrikant van apparatuur. De klant had drie eerdere werkplaatsen benaderd, die allemaal faalden vanwege vervorming van het blad, problemen met de coaxialiteit, verstopping van microgaten en een slechte oppervlakteafwerking. Ze vonden ons via een Google-zoekopdracht en stelden drie strenge eisen op: batchconsistentie, toleranties op micronniveau en braamvrije vloeistofcontactoppervlakken.
Belangrijkste tekeningspecificaties:
We gebruikten een DMG MORI 5-assig bewerkingscentrum om de gehele waaier in één keer op te spannen, waardoor fouten bij meerdere instellingen werden vermeden. Processtappen:
Ondersteunende apparatuur: hogedrukkoelmiddel, Renishaw in-processonde voor gereedschapscompensatie en automatische referentiepuntinstelling elke 20 onderdelen.
| Parameter | Voorbeeld 1 | Voorbeeld 2 | Voorbeeld 3 | Vereiste |
| Bladbuitendiameter φ31 | 31.004 mm | 30.998 mm | 31.001 mm | ±0,01 mm |
| Hoek 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Bladdikte 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Micro-gat φ1,5 | 1.491‑1.508 mm (10 gaten) | Positiefout max. 0,021 mm | ±0,02 mm | |
| Coaxialiteit (gegeven A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Gezicht uitloop | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Profiel van het bladoppervlak | maximaal 0,018 mm | --- | --- | ≤0,02 mm |
| Oppervlakteruwheid (vloeistofcontact) | Ra 0,32‑0,38 μm | Koppelvlakken Ra 0,62‑0,75 μm | ≤0,4 / ≤0,8 | |
| Hardheid (HV) | 190‑210 | Equivalent HRC <6 | ≤7 | |
Klantresultaat:Na ontvangst van de eerste 50 stuks heeft een externe inspectie van de klant de naleving van 100% geverifieerd. Vergeleken met eerdere leveranciers daalden de trillingen met 70%, daalde het geluid met 16 dB en bleven microgaatjes ongeblokkeerd. De klant heeft inmiddels voor alle drie de waaiervarianten jaarbestellingen geplaatst. Schriftelijke feedback: "Beste maatvastheid die we ooit hebben gezien bij roestvrijstalen waaiers."
Na 10 maanden gebruik geen corrosie, spanningsvervorming of retourclaims. We bieden volledige inspectierapporten bij elke batch, 100% inspectie van kritische toleranties en gratis herbewerking voor niet-conforme onderdelen.
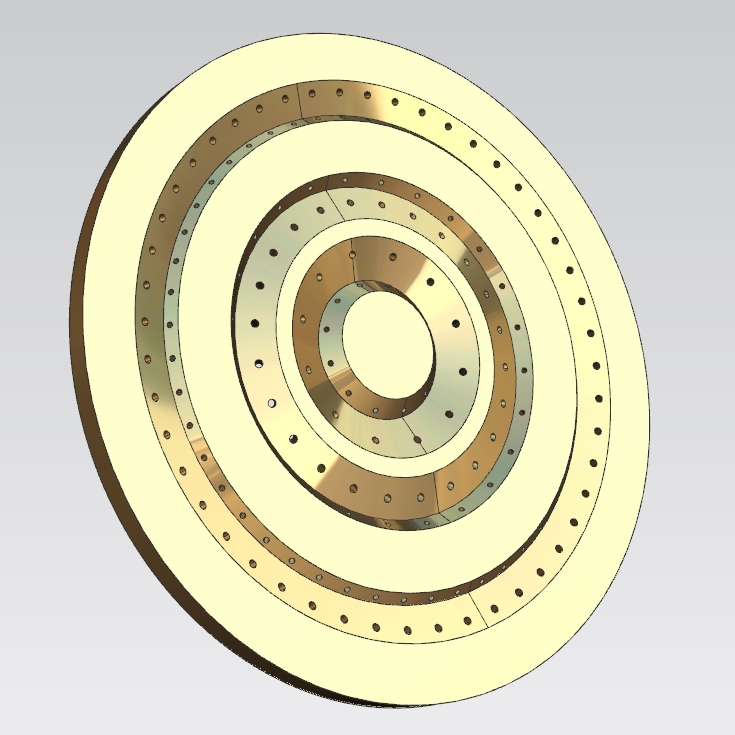
Deze ronde meerlaagse flensbasisplaat (onderdeelnummer SLY033-04-03A) is gemaakt van een aluminiumlegering 7075-T651 en weegt 0,849 kg per stuk. Het dient als de kerndraagplaat in een kamer voor chemische dampafzetting (CVD), en ondersteunt de positionering van wafers onder hoog vacuüm en cyclische temperatuurveranderingen. De klant, een binnenlandse fabrikant van halfgeleiderapparatuur, had eerder twee andere winkels geprobeerd met een rendement van minder dan 60% vanwege problemen met de vlakheid, de coaxialiteit van de gaten en de ruwheid van de afdichtingsgroeven. Zij hebben ons benaderd na een verwijzing.
Belangrijkste uitdagingen:
Alle bewerkingen werden uitgevoerd op een DMG 5-assig bewerkingscentrum met enkele opspanning, waardoor cumulatieve fouten bij meerdere opstellingen werden geëlimineerd. Processtappen:
Inspectie: Zeiss CMM, ruwheidsmeter, rondheidsmeter, laservlakheidsmeter. 100% eerste artikelinspectie, 15% monstername voor batchproductie.
| Parameter | Gemeten waarden | Vereiste |
| Vlakheid van de basis (5 punten) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (max. 0,010) | ≤0,012 mm |
| Coaxialiteit van 3 concentrische flenzen | maximaal 0,006 mm | ≤0,008 mm |
| Positie deuvelgat (8 gaten) | 0,004‑0,009 mm | ≤0,01 mm |
| Groefbreedte O-ring | 3,997-4,003 mm | ±0,005 mm |
| Vlakheid van de bodem van de groef | 0,002 mm | ≤0,003 mm |
| Hoekradius R0,8 | 0,798‑0,801 mm | ±0,002 mm |
| Ruwheid van het oppervlak van de groef | Ra 0,18 μm | ≤0,2 μm |
Klantresultaat:Na goedkeuring van het eerste artikel bevestigde het externe laboratorium van de klant alle gegevens binnen ±0,002 mm van ons rapport. De vacuümkamer bereikte een ultieme druk van 1×10⁻⁶ Pa zonder lekkage. Het rendement steeg van 58% naar99,2%. De kosten voor herbewerking daalden met 72%. Montagetijd per unit teruggebracht van 1,8 uur naar 0,35 uur. Na 50 thermische cycli (-20°C tot +120°C) bedroeg de vlakheidsvervorming slechts 0,011 mm (vergeleken met 0,038 mm van de vorige leverancier). De klant heeft nu alle structurele onderdelen van de vacuümkamer aan ons overgedragen voor 5-assige bewerking.
Na 14 maanden ononderbroken productie zijn er geen dimensionale fouten gemeld. We bieden drie jaar traceerbaarheid van inspectiegegevens en een gratis herbewerkingsgarantie van zes maanden voor niet-conforme onderdelen.
Wij zijn gespecialiseerd in gelijktijdig 5-assig frezen en draaifreesbewerkingen op DMG MORI-, Bumotec- en Mori Seiki-centra, waarbij we onderdelen hanteren met een veerweg tot 1.135 mm en een gewicht van 2.000 kg met spilsnelheden tot 60.000 tpm. Onze 5-assige mogelijkheden omvatten:
Elk project maakt gebruik van UG NX/Mastercam/Hypermill-programmering, volledige 3D-simulatie en Renishaw in-process tasten. We leveren een slagingspercentage van 98,8% en bedienen Fortune 500-klanten, waaronder Huawei, BYD en Mindray.
Voor onderdelen met ondersnijdingen, vrije vormoppervlakken of nauwe coaxialiteit (≤0,005 mm) – zoals waaiers en vacuümkamers – elimineert 5-assig meerdere opstellingen en worden toleranties bereikt die 3-assig niet kan handhaven.
Aluminium (7075, 6061), roestvrij staal, titaniumlegeringen, Inconel, koperlegeringen, PEEK en edelmetalen - met speciale gereedschapsbanen en koelvloeistof voor elk.
Standaard buitendiameter ±0,005 mm, binnendiameter ±0,01 mm, coaxialiteit ≤0,01 mm en positietolerantie ≤0,01 mm; geverifieerd door Zeiss CMM en laserinterferometers.
Spanningsarm gloeien, op maat gemaakte vacuümopspanning, gelaagd snijden (≤0,15 mm diepte) en symmetrische gereedschapspaden - waardoor de vlakheid binnen 0,010 mm blijft, zelfs op onderdelen met een overspanning van 300 mm.
100% CMM-inspectie van het eerste artikel, 15% batchbemonstering en een volledig dimensionaal rapport bij elke verzending - gegevens worden 18 maanden bewaard.
Normaal gesproken 3-20 dagen, afhankelijk van de complexiteit en hoeveelheid; dringende prototypes kunnen worden versneld tot 5-7 werkdagen.


Adres
Guangming-district, Shenzhen-stad, provincie Guangdong, China
Tel
E-mailen








